Driven by the highly competitive nature of the paper market, machine builders and paper mills need to continuously increase the speed, the efficiency and productivity of their installations. In this context the traditional cutting methods are becoming more and more difficult to operate on faster machines. Over the past thirty years, water-jet cutting technologies have become successful alternatives to those traditional methods and have allowed paper makers to increase the productivity of their machines significantly. In this article, we will discuss the basic principles and the more specific threading, trimming, slitting and reel change (turn-up) applications where the benefits of water-jet technology have been proven over time.
Basic principles
 Traditional cutting devises will naturally introduce a non-neglectable mechanical stress in the sheet, due to the friction of the paper on the side of the blade. This stress will increase with machine speed, sheet oscillation or when moving the cutting head which can lead to sheet breaks during operation. Also blade wear has increased with modern machine speeds and paper abrasiveness, resulting in increasing production interruptions and maintenance costs.
Traditional cutting devises will naturally introduce a non-neglectable mechanical stress in the sheet, due to the friction of the paper on the side of the blade. This stress will increase with machine speed, sheet oscillation or when moving the cutting head which can lead to sheet breaks during operation. Also blade wear has increased with modern machine speeds and paper abrasiveness, resulting in increasing production interruptions and maintenance costs.
With water jet cutting, no mechanical stresses are imparted to the sheet, so cutting is much less affected by the machine speed, tension, oscillation, paper weight, abrasiveness or other production parameters. This ability to cut continuously, precisely and without disturbing the sheet will result in fewer sheet breaks and general productivity increases amongst many other benefits described below.
The principle of operation of a water-jet system is very simple. The pump normally consists of a pneumatic or hydraulic oil driven pistons, called intensifiers, used to pressurise the piping to the high-pressure valve and nozzle. Usually reciprocating or multiple intensifiers are used to provide continuous supply of high pressure water.

The nozzle size typically varies from 0.1 to 0.2 mm depending on paper applications. Similarly, the supplied water pressure will range from 1000 to 3000 bar. Those nozzles are usually built of stainless steel with a synthetic diamond ring orifice. Ruby and Safire nozzles are also available on the market at lower cost. Those however have a much-lowered lifespan on high pressure applications as well as a jet quality that can impact the quality of the cut.
The nozzle can be fixed, manually adjustable or automated to accomplish various cutting movement in the paper machine depending on the application requirement. Water-jet cutting can be used on almost all paper grades and weights.
As an example, some systems have been installed on tissue machines with weights below 10 gsm and at the other end on packaging grades over 1300 gsm.
It is important to mention that the jet is so fine that in most applications, it will not increase the humidity level as volume of water used per nozzle is minimal (typically 0.5 to 1 liter per minute)
The water source quality is critical and must be considered as the same time as the installation a water-jet cutting unit. Due to the high pressures involved and the size of nozzle, filtered drinking (potable) water is preferable, with hardness (CaCO3) level below 40 ppm, PH from 6.5 to 9 and specific conductivity from 60 to 300 µSiemens/cm. Specific water quality required can vary and other source of water might be acceptable depending on the application and suppliers.
Threading
At the heart of any threading system lays the tail cutter, needed to cut the tail required for threading. Inspired by the low-pressure water trimmers and traversing nozzle installed on the wet end of the paper machine, the first high pressure water-jet cutting solutions were developed to replace the fixed blades and rotary blades installed in the dryer sections. It consists of a water-jet nozzle mounted on a driven carriage inside a cross machine beam, that can be moved from one side of the machine to other to create the tail on the side and enlarge the sheet when required. Some unit with two cutting heads and carriage are also a
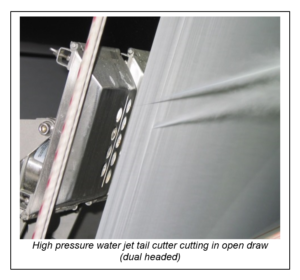
vailable on the market to displace the tail if required.
The traditional mechanical tail cutters required a well dried sheet in order to cut without ripping the sheet which creates delays before thread-up after a machine cold start up. The blades need to be replaced often, especially on more abrasive papers. Blades and saws are not recommended for fast machines where the combination of a dulling blade and sheet oscillation can lead to sheet breaks when threading up. The water-jet tail cutter provides many advantages over the blade tail cutters as it does not disturb the sheet as a mechanical devise:
- Not affected by sheet oscillation, speed, moisture, caliper, tension
- Can cut on the dryer cylinder as well as in the open draw
- Prevents sheet breaks from clean water-jet cut
- Dust free cutting
- No blade replacement
Trimming and slitting
Traditional mechanical trimmers and slitters typically use rotary blades to cut the sheet on a mating surface. The blade being in direct contact with the sheet, oscillations become the greatest enemy of the mechanical trimmers, making trimming and slitting impossible for fast higher oscillation machines.
To reduce sheet deformation and side stresses the blade diameter must be as small as possible which leads to high rotational speeds and very high wear on
fast machines. Because the blade radius can never be small enough, especially on fast machines, the extended nip of the blade contact can propagate dryer formation edge cracks farther into the sheet. Operators will have to allow some safety margin and trim wider outside the worst potential zone for edge defects. Otherwise sheet breaks will occur on the machine or later at the size press, winder or supercalender. More trim must be trimmed off by a blade trimmer on high-speed machines. The blade trimmer must often be engaged inside the sheet as moving it into the sheet while cutting could cause a sheet break. This means the operator must manually break the trim or some additional trim severing device is needed.
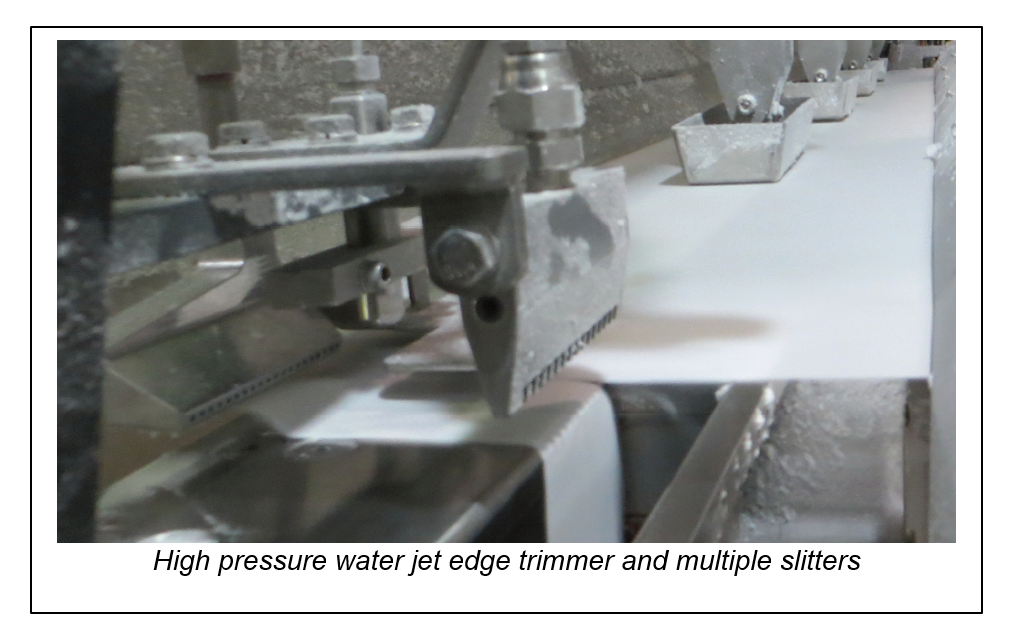
The water-jet edge trimmer cuts the sheet with an external water jet. No mechanical stresses are imparted to the sheet. This provides many advantages:
- Does not break sheet when starting to trim
- Not affected by sheet oscillation, speed, moisture, caliper, tension
- Removal of narrower trim
- Removal of higher range of trim
On tissue applications we see more and more water-jet slitters being implemented in the market for one center cut or multiple cuts. On top of the advantages already discussed over the traditional blades, those slitters will allow better timing with turn up devises as the jet can be turn on and off almost instantaneously electronically. Timing between the center-slit and the turn-up system is critical as the center slit will need to be turned-off and on during the turn-up to insure minimal losses at the core. Multiple slitting on the paper machine will help customers bypass the winding/slitting step later at the concerting phases saving high production costs. On top of these advantage water-jet cutting systems are virtually dust free as loose cut fibers are entrained with the cutting water in the collecting drainage system.
Reel-Change (Turn-ups)
Traditional turn up applications consist in tearing the sheet and guide it around the spool or using difference pneumatic and mechanical devised or some kind of liquid or tape adessives. Those turn-ups are uncontrolled and will result in wrinkled, folded paper unevenly wrapping onto the spool which typically require hundreds of additional paper wraps to cover the wrinkles and sheet markings. In addition, these turn-ups cause torn flying paper pieces, which are difficult or impossible to control. Typical resulting spool loss is 0.5% to 2% of production. This flying paper also causes additional spool core losses or breaks at the winder or supercalender. Thos e tearing methods being uncontrolled will also lead to more reel change failures and sheet breaks especially on fast machine. Additionally, the mechanical shocks caused by the tension fluctuation on the sheet and pope reel components during those turn ups will increases wear and failures of the equipment over time.
e tearing methods being uncontrolled will also lead to more reel change failures and sheet breaks especially on fast machine. Additionally, the mechanical shocks caused by the tension fluctuation on the sheet and pope reel components during those turn ups will increases wear and failures of the equipment over time.
The water jet turn-up system works by precisely cutting a narrow tail with two water jets in the
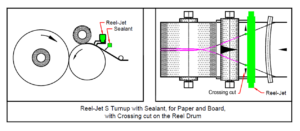
middle of the sheet, turning it up evenly onto the fresh spool with water-soluble sealant and then enlarging the sheet symmetrically from the middle to the sheet edges. This turn-up process is controllable and is clean, and virtually wrinkle-free from the first wrap of the tail onwards. The result is a low core loss and an increased turn-up efficiency of more than 99%. Production savings from 0.5% to 2% have been observed following water-jet turn up implementation.
Louis-Philippe Vézina Eng.
Sales & Customer Service Manager
Paprima Industries